

Do you have significant cooling requirements at temperatures between 5 °C and -40 °C?
Would you like to reduce your energy costs for cooling?
Would you like to move away from synthetic refrigerants?
Is waste heat from power generation or industrial processes available?
YES?
Then why not use your heat to power your cooling system with an ago congelo® absorption chiller.


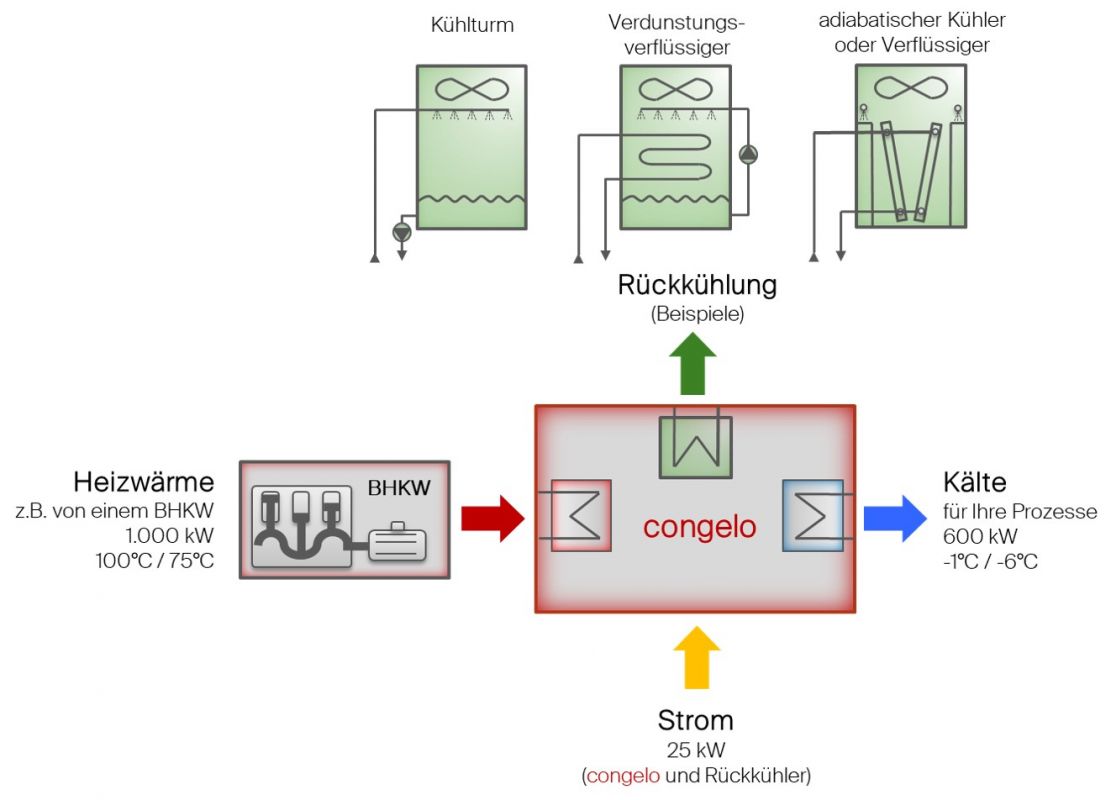
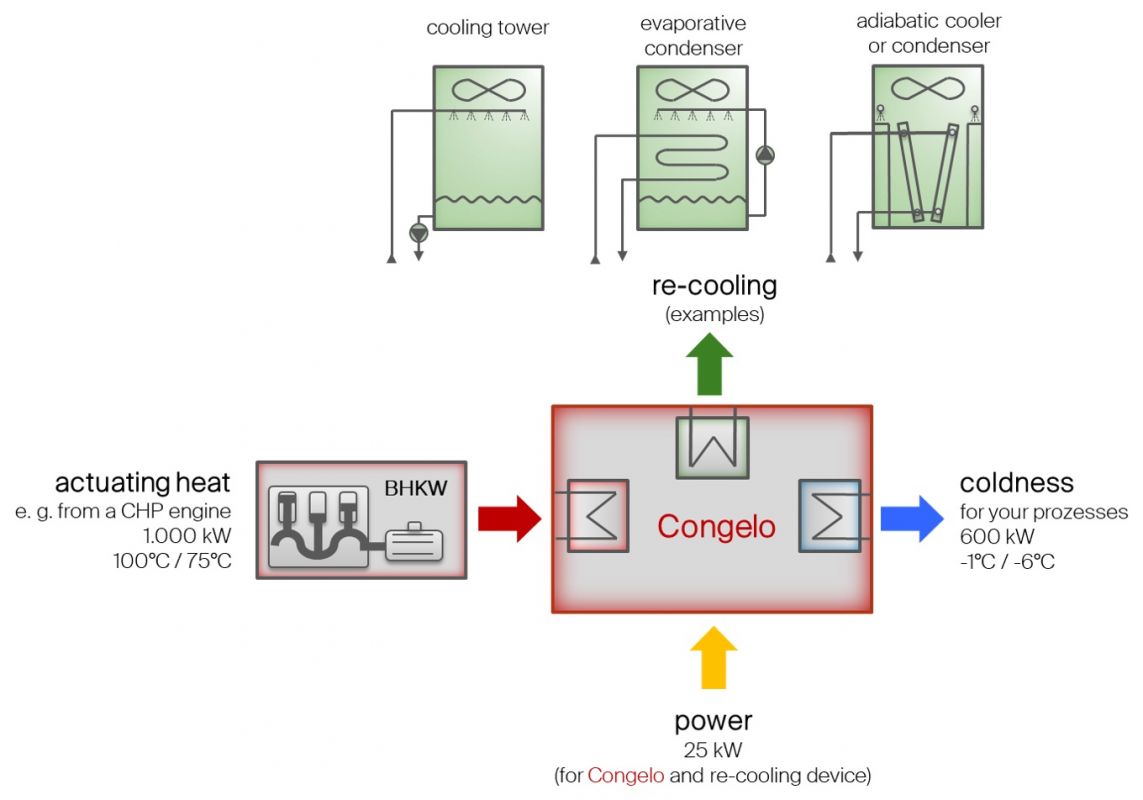
Usable heat sources
- Heat as a by-product of electricity generation
- CHP plants, gas turbines, ORC cycles, steam turbines
- Process waste heat
- Compressed air generation, hot gas cooling, low-pressure exhaust steam, product cooling, etc.
- Renewable heat, such as solar thermal or geothermal energy
Technical data
We manufacture the ago congelo® to suit your requirements:
- Heating flow temperature: approx. 90 °C to 160 °C
- Heating return temperature: min. 70 °C
- Heating capacity: approx. 200 kW to 3,000 kW
- Cooling capacity (annual average): approx. 100 kW to 1,500 kW
- Cooling temperature: 5 °C to -40 °C
- Annual average heat ratio: approx. 0.4 to 0.6 (cooling capacity/heating capacity)
- Different recooling variants:
- Adiabatic recoolers
- Hybrid recoolers
- Evaporative coolers
- Evaporative condensers
- Power consumption including recooler: 5% of cooling capacity
- Installation options: indoor installation, outdoor installation, in a container
How does an absorption chiller work?
The operation of absorption refrigeration systems is based, in principle, on a thermodynamic cycle.
This enables heat to be absorbed from a low temperature level (cooling of a refrigerant), this energy to be raised to a higher temperature level and then released again (recovery cooling), without requiring any significant amount of electrical energy to drive the process.
The basic principle of absorption chillers was patented as early as 1859 by Edmond Carré, based on the ammonia/water mixture.
In contrast to a compression chiller, the refrigerant compressor contained therein is replaced by a solution cycle, also known as a thermal compressor.
The refrigeration section of the absorption chiller is comparable to that of a compression refrigeration system. A refrigerant compressed to high pressure, in our case ammonia, is condensed in a condenser, thereby releasing heat to a recooling circuit and ultimately, in most cases, to the environment.
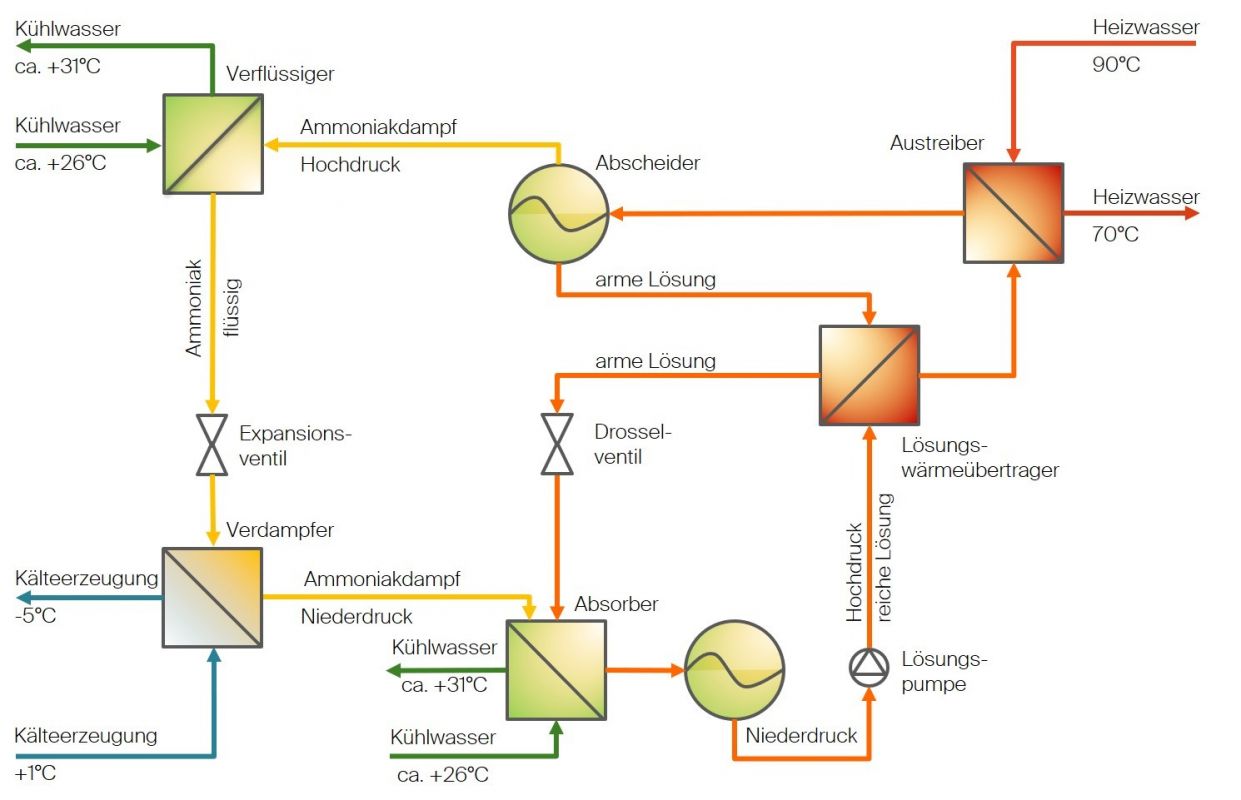
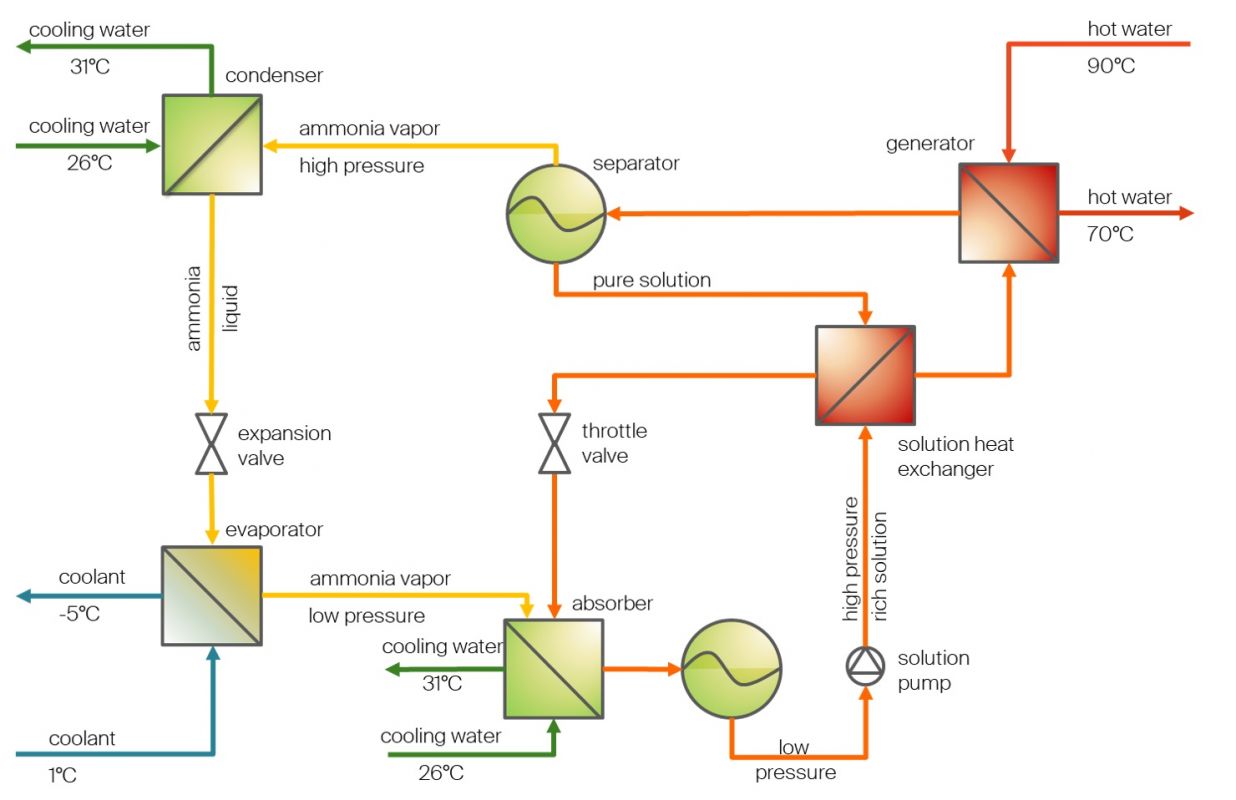
The liquid refrigerant is then subcooled in an internal heat exchanger, which increases the efficiency of the machine. The refrigerant is then expanded from high pressure to low pressure via an expansion valve. This causes the temperature of the liquid refrigerant to drop to the low-pressure evaporation temperature.
At this low temperature, the refrigerant absorbs heat from a cooling circuit and evaporates in the process. This generates the useful cooling capacity and cools the cooling medium.
The evaporated refrigerant, which is still at a low temperature, is superheated in the internal heat exchanger. In compression refrigeration systems, the compressor would now come into play, compressing the vapour-phase refrigerant from low pressure to high pressure.
In absorption refrigeration machines, however, the property that the refrigerant ammonia dissolves very well in the solvent water is utilised. This takes place in the absorber.
The vapour-phase ammonia is brought into contact there with the low-ammonia aqueous solution, whereby the ammonia dissolves in the water and the ammonia concentration of the solution increases.
Heat is released during this process. However, the higher the temperature of the solution, the less ammonia can dissolve in the water. For this reason, the absorber is cooled. This waste heat is also dissipated into the environment via the recooling circuit.
After the absorber, a solution rich in ammonia is produced, which can be pumped from low pressure to high pressure using a simple pump. Due to the incompressibility of a liquid, the power requirement of this pump is only a fraction of that of a comparable refrigeration compressor.
As the solubility of ammonia in water depends solely on pressure and temperature, the ammonia will boil off from the liquid again even at high pressure if the temperature is raised sufficiently. To this end, the rich solution is first preheated in a solution heat exchanger via internal heat recovery and then enters the evaporator.
It is here that the actual drive energy is supplied to the system. Using the drive heat, which comes from a CHP unit, for example, the solution is heated until the ammonia evaporates again. In the separator, the vapour-form ammonia, which flows upwards to the refrigeration section of the absorption chiller, is then separated from the solution, which is now low in ammonia.
This solution is pre-cooled in the solution heat exchanger and then expanded to low pressure in the throttle valve before being fed back to the absorber.
Reduce your operating costs and your carbon footprint!
By making smart use of your waste heat, you don’t just cut your costs. You’re also making a sustainable contribution and enjoying many other benefits:
- The machines have very few moving parts. This means low maintenance costs.
- The system is reliable and has a long service life. This is because the pipework and tanks are made of stainless steel.
- High efficiency thanks to patented cycle variants, even under unfavourable temperature conditions
- Use of natural refrigerant (GWP = 0; ODP = 0)
- Eligible for subsidies (KfW, Bafa, etc.)
- Stepless control within a capacity range of 30% to 100%
Cost-effectiveness and financing
The cost-effectiveness of these systems depends on legal, energy-related and technical framework conditions, the current subsidy situation and project financing. We would be happy to assist you with cost-effectiveness calculations and comparing different options. We will provide you with reliable data on the reduction of greenhouse gas emissions.
Together with RheinEnergie AG, we can also draw up a contracting proposal for you with the following benefits:
- RheinEnergie AG bears the cost of financing the plant, as well as the plant and operational risks.
- The investment does not appear on your balance sheet.
- The systems are operated and maintained by experts in energy supply systems.
- You can focus on your core business.
- High plant availability can be guaranteed.
Enquiry details:
Your application is unique. The ago congelo® is designed and manufactured to suit your specific application. For the design, we require the following parameters:
- Available heat output or desired cooling capacity
- Heating medium flow and return temperatures
- Coolant outlet temperature
- Installation location or cooling water temperatures
- Installation type (indoor, outdoor, in a container)
Take advantage of the funding opportunities available through the Bafa and KfW funding schemes for the construction of your thermal engineering system!
We’d be happy to advise you!
